
Vis à billes rectifiées : la colonne vertébrale de vos machines-outils
Pourquoi la rectification fait la différence
La rectification supprime les défauts du laminage pour offrir un profil de filet quasi parfait ; les billes roulent sans micro-sauts, d’où un rendement pouvant atteindre 98 % contre 50 % pour une vis trapézoïdale.
Impacts concrets sur la productivité
- Réduction des cycles d’usinage — Pas de stick-slip ; l’avance est régulière, permettant d’augmenter la vitesse sans sacrifier l’état de surface.
- Précision répétable — Les classes IT1 garantissent des écarts cumulatifs < ±5 µm/m.
- Moindre échauffement — Le frottement minimal limite la dilatation thermique ; la machine reste à la cote dès le démarrage.
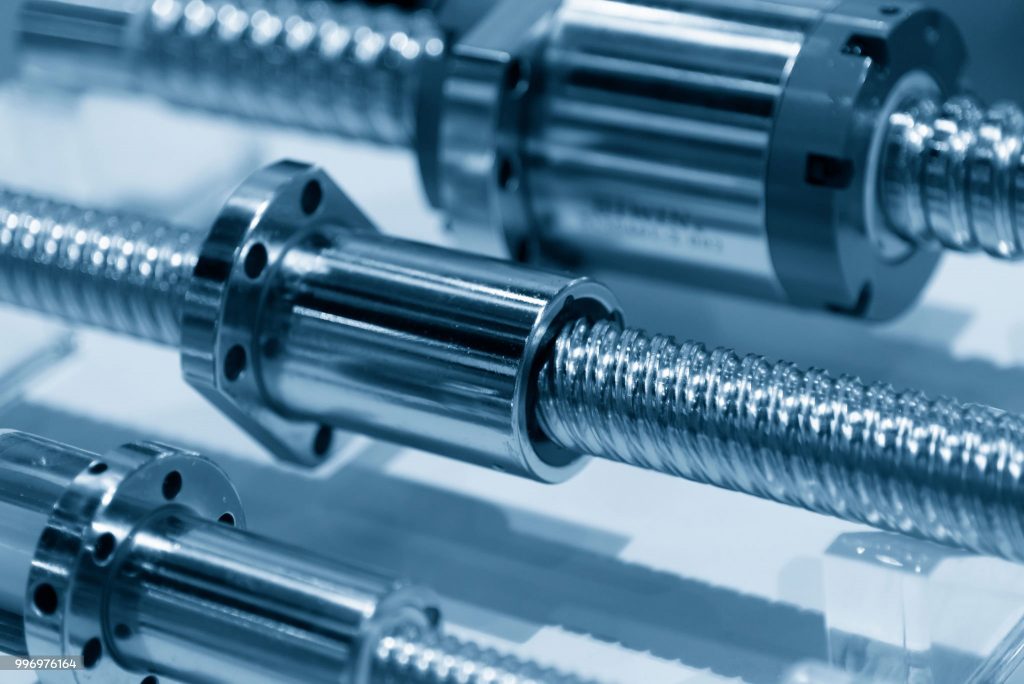
Focus application : centre d’usinage 5 axes
Vis rectifiées Ø 40 mm, pas 10 mm, montées sur les axes X/Y : accélérations > 30 m/s² pour un jeu axial < 0,003 mm.
Pourquoi choisir ELBI
- Large gamme Ø 16-100 mm, pas normalisés ou sur-mesure.
- Écrous tandem pré-chargés pour une rigidité maximale.
- Contrôle qualité intégral selon DIN 69051, certificats fournis sur demande.
Conclusion : Vous modernisez un parc machines ou concevez un nouvel axe ? Contactez le bureau d’études ELBI pour une étude sans engagement et un devis sous 48 h.


